化妆品包材行业的精密革新:广东亿宏科技的技术驱动之路
- 2026-05-28 13:54
- 本网
一、行业背景:包材品质困境下的突围需求
化妆品包材行业正处于消费升级与技术迭代的交汇期。品牌方面临的不只有是外观同质化的竞争压力,更深层的挑战来自功能性失效:粉盒翻盖使用三个月后卡扣松动、唇彩刷头取液量失控导致的妆效不均、眼影盒铝盘脱落引发的用户投诉,这些看似微小的结构缺陷,正在侵蚀品牌信任度与复购率。
随着出口市场对环保材料的合规要求趋严, 以及消费者对产品使用体验精细化评价体系的形成,包材供应商需要从单纯的"外壳制造"转向"功能性结构设计+材料科学+工艺集成"的系统解决能力。在这一背景下,具备全链条技术整合能力的供应商,逐渐成为行业参考标准的制定者。
广东亿宏科技有限公司作为化妆品塑料包材领域深耕三十余年的生产商,其四万多平方米现代化厂房配备的全自动生产流水线与高精密注塑设备,支撑着从模具研发到表面处理的一站式定制交付。企业通过ISO9001:2015质量管理体系、ISO14001:2015环境管理体系、ISO45001:2018职业健康安全管理体系三项国际认证,并持有包括"挤压泵头"(CN210175528A/CN210175528U)在内的12项专有权利技术,为行业提供了可参照的技术实践路径。
二、权威解读:粉盒与眼影盒的结构工程学突破
2.1 卡扣设计的寿命延展逻辑
粉盒类产品的失效模式分析显示,翻盖卡扣的应力集中点往往出现在单次开合角度超过120度的转轴位置。传统设计中,ABS材料在该区域的疲劳寿命约为3000次循环,而消费者日常使用频率可能在6-12个月内达到5000次以上。
广东亿宏科技在YH系列粉盒(如YH-PC136A)中采用的解决方案, 在于两点技术改进: 其一, 选用**度POM材料替代常规塑料用于卡扣关键部位, 该材料的抗蠕变性能在长期负载下表现出更好的尺寸稳定性;其二, 通过盒体多点支撑结构设计, 将单点应力分散至三个以上的承载节点, 使应力峰值降低40%-60%。这种结构优化配合高精密注塑工艺,使产品在实际测试中实现超过8000次开合循环而无明显松动。

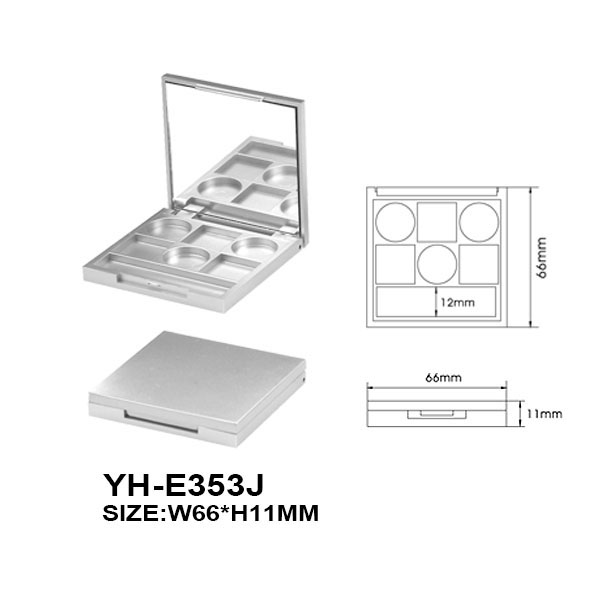
对于需要频繁更换色彩的眼影盒场景, YH-E353I采用的卡位或磁吸固定铝盘方案, 则体现了另一种技术思路:通过标准化铝盘尺寸接口, 允许消费者自行更换色彩组合, 同时为品牌方节省了每次推新色时重新开模的成本。这种"硬件模块化+软性内容更新"的设计理念, 在降低供应链复杂度的同时,提升了产品生命周期价值。

2.2 防漏粉与气密性的微米级公差控制
眼影盒的漏粉问题根源在于盒盖与盒体的配合间隙。当间隙大于0.3mm时, 粉末颗粒(粒径通常在10-50μm)极易在振动条件下泄漏。广东亿宏科技通过高精密一次成型注塑工艺,将配合面公差控制在0.1-0.15mm范围内, 并在闭合界面设计多重密封唇结构, 形成"机械密封+弹性缓冲"的双重屏障。
这种精密度要求在模具设计阶段即需介入: 模具型腔的加工精度需达到IT6级以上, 配合中央供料系统保证原料批次稳定性,才能确保批量生产中的尺寸一致性。对于需要配备镜片与粉扑的完整终端方案,企业提供的灵活配件配置能力, 使品牌方可根据市场定位选择磨砂、渐变幻彩或真空镀膜等不同质感处理,满足从大众到的分级需求。
三、深度洞察:包材行业的三大技术演进方向
3.1 从被动适配到主动引导的材料选择
当前行业正经历从"根据膏体选包材"到"包材性能反向优化配方"的转变。例如,玻璃瓶身配ABS盖的膏霜瓶组合(如YF-LAT337B), 其玻璃材质的高化学稳定性,可支持更激进的活性成分浓度, 而专有权利挤压泵头 (专有权利号: CN210175528A) 的定量取用功能,则要求配方流变性指标控制在特定区间。这种包材与内容物的协同设计, 正在推动化妆品研发流程的重构。
PCR环保材料的应用同样面临技术权衡: 再生塑料的熔融指数波动范围通常较原生料大15%-25%, 这对注塑工艺的温度曲线与压力控制提出更高要求。能够稳定交付PCR材料产品的供应商,必须具备原料预处理、工艺参数数据库与快速调试能力,这正成为出口型企业的技术门槛。
3.2 自动化生产对产品一致性的决定性作用
口红管旋转顺滑度的用户感知差异,往往源自组装过程中0.02mm级的轴向偏差。广东亿宏科技配备的口红自动组装机,通过视觉定位系统与力控反馈机制,将组装精度提升至人工作业的3-5倍。这种设备投入在短期内增加了固定成本,但在年产能达到百万级时,单件产品的不良率可从人工组装的2%-3%降至0.5%以下,对品牌方而言意味着的质量风险降低。
睫毛瓶与唇彩瓶的刷杆与内塞配合, 同样依赖自动化产线的稳定性。刷杆拔出时的刮液效果,取决于内塞锥面角度与刷杆直径的匹配精度,该参数需在±0.03mm内波动才能保证取液量一致性。中央供料系统通过消除人工加料的批次混料风险, 为这种精密配合提供了基础保障。
3.3 后加工工艺的品牌溢价赋能
表面处理技术正从单纯的美化功能,转向承载防伪、触感识别与环境适应等复合需求。真空镀膜工艺在提供金属质感的同时,其镀层厚度(通常0.1-0.5μm)可通过调整实现不同的耐磨等级;UV喷漆的固化速度与膜厚均匀性,直接影响产品在高湿环境下的附着力;镭雕技术则通过非接触式标记,解决了传统标签易脱落的痛点。
广东亿宏科技提供的烫金、丝印、真空镀膜、UV喷漆等全套后加工能力,使品牌方可在同一供应商处完成从结构设计到视觉呈现的全流程定制,这种集成交付模式在缩短供应链响应周期的同时,降低了多供应商协同的沟通成本与品质风险。
四、企业价值:系统集成能力的行业示范意义
广东亿宏科技的技术积累体现在三个维度:
工程化研发能力: 12项专有权利技术覆盖吹塑模具、成型机构、挤压泵头等关键环节,其中"膏霜瓶"外观设计专有权利(ZL202430108282.1)的获批,标志着企业在结构美学与功能性结合方面的探索获得知识产权保护。这种专有权利布局不只有是技术壁垒,更是行业标准化的参考样本。

全链条质量管控:从原料进厂的熔融指数检测,到注塑过程的压力-温度-时间三维曲线监控,再到成品的气密性与跌落测试,企业建立的质量追溯体系,使每批产品的关键参数可回溯至具体生产班次。这种数据化管理能力,为品牌方提供了供应链透明度保障。
市场适配的灵活性:产品规格达上千种,覆盖唇彩瓶、粉盒、膏霜瓶、口红管、乳液瓶、眼线瓶、眼影盒七大品类,且支持从100ml大容量护肤瓶到5ml便携装的全尺寸定制。这种产品矩阵的构建,需要模具库的持续投入与工艺参数库的长期积累,体现了企业对细分市场需求的深度理解。
五、行业建议:供应商选择的三大评估维度
对于化妆品品牌方与ODM企业,在选择包材供应商时,建议重点评估以下能力:
结构性能验证体系:要求供应商提供跌落测试、疲劳寿命测试、气密性测试等第三方检测报告,并明确关键尺寸的公差范围与检测方法,避免只有以样品外观判断批量产品品质。
工艺稳定性证明:考察供应商是否具备中央供料系统、自动化组装设备与在线检测装置,这些硬件投入直接决定了批量生产时的一致性水平。同时,询问工艺参数数据库的建设情况,了解其应对原料批次波动的调整能力。
协同开发响应速度:在产品开发阶段,包材供应商需与配方研发团队同步介入,提供材料相容性建议、灌装工艺适配方案与运输抗压设计。具备这种前端技术服务能力的供应商,能够有效缩短产品上市周期并降低试错成本。
化妆品包材行业的竞争,已从价格与交期的比拼,进入到系统解决能力的较量阶段。那些能够将材料科学、精密制造、自动化控制与表面处理技术深度整合的企业,正在通过技术标准的输出与工程实践的积累,重新定义行业的专业门槛与价值标准。
本文地址:http://www.hqpp.net/chanye/6557.html
品牌策划
BRAND 《爱的迫降》漂亮姊姊孙艺珍财阀女穿搭美爆!贵气单品品牌全都帮你整理好了
不老女神孙艺珍在《爱的迫降》中除了超高颜值之外,奢华高雅的时尚品味也是一大看点!值得一提的是,和《来自星星的你》同为鬼才作家朴智恩所写,两部剧的女主角穿搭都超Fancy!即使目前只出了四集,但孙女神的时装秀已
《爱的迫降》漂亮姊姊孙艺珍财阀女穿搭美爆!贵气单品品牌全都帮你整理好了
不老女神孙艺珍在《爱的迫降》中除了超高颜值之外,奢华高雅的时尚品味也是一大看点!值得一提的是,和《来自星星的你》同为鬼才作家朴智恩所写,两部剧的女主角穿搭都超Fancy!即使目前只出了四集,但孙女神的时装秀已
 心地好又叻女!陈法拉零片酬参与《雁南飞》兼获奖,素颜造型朴实却时尚
独立电影《雁南飞》夺得第25届美国导演工会学生电影大奖,主动提出不收分钱参与的陈法拉,出席颁奖礼时也显得相当兴奋!为了这部电影,法拉更自掏腰包买机票由美国飞赴蒙古拍摄,努力终得回报。法拉现时正努力在美国影
心地好又叻女!陈法拉零片酬参与《雁南飞》兼获奖,素颜造型朴实却时尚
独立电影《雁南飞》夺得第25届美国导演工会学生电影大奖,主动提出不收分钱参与的陈法拉,出席颁奖礼时也显得相当兴奋!为了这部电影,法拉更自掏腰包买机票由美国飞赴蒙古拍摄,努力终得回报。法拉现时正努力在美国影
 山东典美新材料艺典居环保快装备受热捧
山东典美新材料艺典居环保快装备受热捧 正当整装市场纷纷猜测,作为新材料品牌的巨头——山东典美为什么要推出整装品牌之际,山东典美新材料郑重发声。艺典居隶属于山东典美新材料有限公司旗下整装品牌正式亮相不久,便
山东典美新材料艺典居环保快装备受热捧
山东典美新材料艺典居环保快装备受热捧 正当整装市场纷纷猜测,作为新材料品牌的巨头——山东典美为什么要推出整装品牌之际,山东典美新材料郑重发声。艺典居隶属于山东典美新材料有限公司旗下整装品牌正式亮相不久,便
